
Die Abkürzung PPAP steht für Production Part Approval Process.
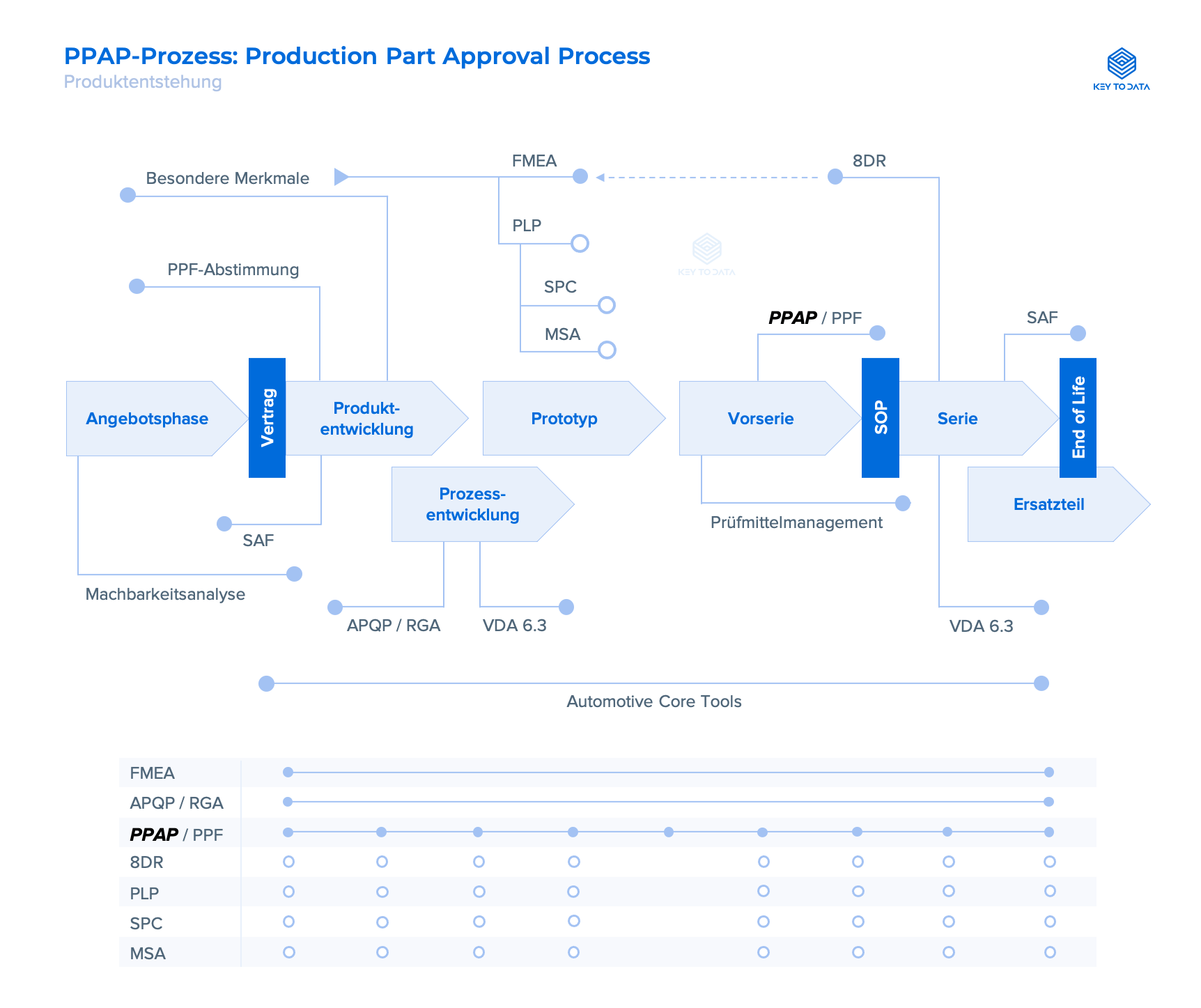
Inhaltsbestandteile des Produktionsteil-Abnahmeverfahren (PPAP)
PPAP-Forderung
1. Design Records (Entwicklungsunterlagen)
„Design Records“ zeigen meist eine Zeichnung des Bauteils, die üblicherweise vom Kunden bereitgestellt wird. Jedes Merkmal der Zeichnung muss gestempelt werden, damit es mit den Prüfergebnissen übereinstimmt. Dazu gehören Notizen, Standardtoleranzinformationen und Spezifikationen sowie alle weiteren Informationen, die für die Entwicklung des Bauteils relevant sind.
Beispiel: Im Folgenden ist ein Beispiel für eine gestempelte Bauteilzeichnung abgebildet.
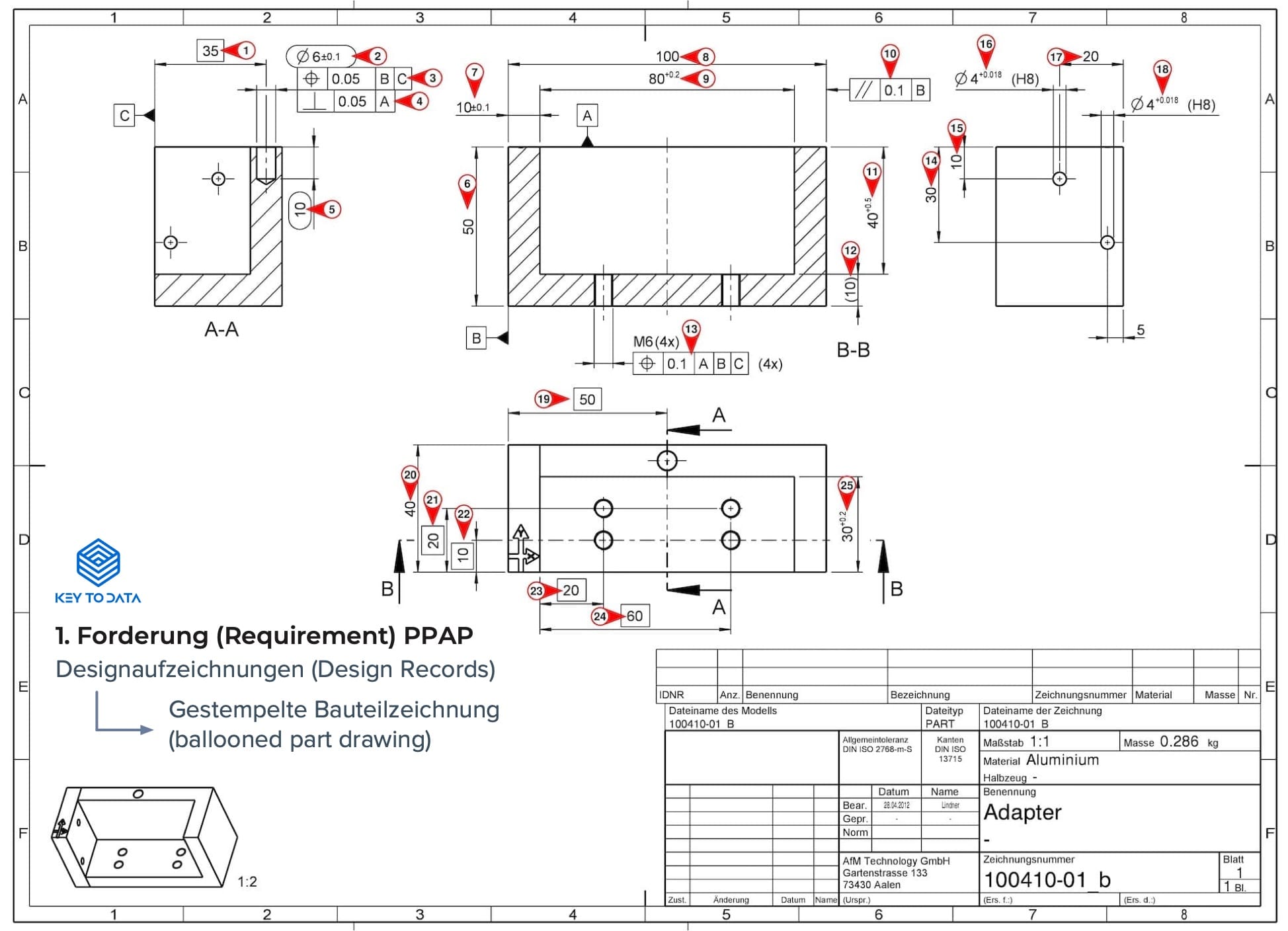
Warum eine Kopie der Bauteilzeichnung in Ihr PPAP gehört?
Es zeigt dem Kunden, dass Sie eine Kopie der Zeichnung haben und stellt sicher, dass Sie beide dasselbe Bauteil besprechen.
PPAP-Forderung
6. Prozess-FMEA
Die Prozess-FMEA (Process Failure Mode and Effects Analysis) bewertet jeden Schritt im Produktionsprozess, um alle potentiell kritischen und fehleranfälligen Herstellungsschritte zu dokumentieren.
PPAP-Forderung
7. Kontroll- /Produktionslenkungsplan (PLP)
Im Produktionslenkungsplan werden alle wichtigen Fertigungsschritte und Methoden zur Überwachung der Montage oder Wareneingangskontrolle aufgelistet. Der PLP ergibt sich aus dem Prozess-FMEA.
PPAP-Forderung
8. Messsystemanalysen (MSA)
Die Messsystemanalyse dokumentiert, welche Messsysteme für welchen Fertigungsschritt eingesetzt werden. Die MSA ist eine statistische Methode um Nachzuweisen, dass die zur Prüfung verwendeten Messgeräte geeignet und kalibriert sind.
PPAP-Forderung
9. Ergebnisse von Maßprüfungen
Eine Liste aller auf der Prüfzeichnung gestempelten Prüfmerkmale inklusive der Messergebnisse. Die Liste enthält die Produkteigenschaft, Spezifikation, Messergebnisse und die Bewertung, die zeigt ob die Forderung „erfüllt“ oder „nicht erfüllt“ ist („Ok“ bzw. „Not Ok“). Im Normalfall werden mindestens 6 Muster je Produkt geprüft.
Im Folgenden ist ein Beispiel für einen PPAP Bericht Ergebnisse von Maßprüfungen abgebildet. Erfahren Sie mehr über das Erstellen eines PPAP dimensionalen Messberichts und wie Sie Messergebnisse von KMGs in Ihre Ergebnisse von Maßprüfungen importieren können.
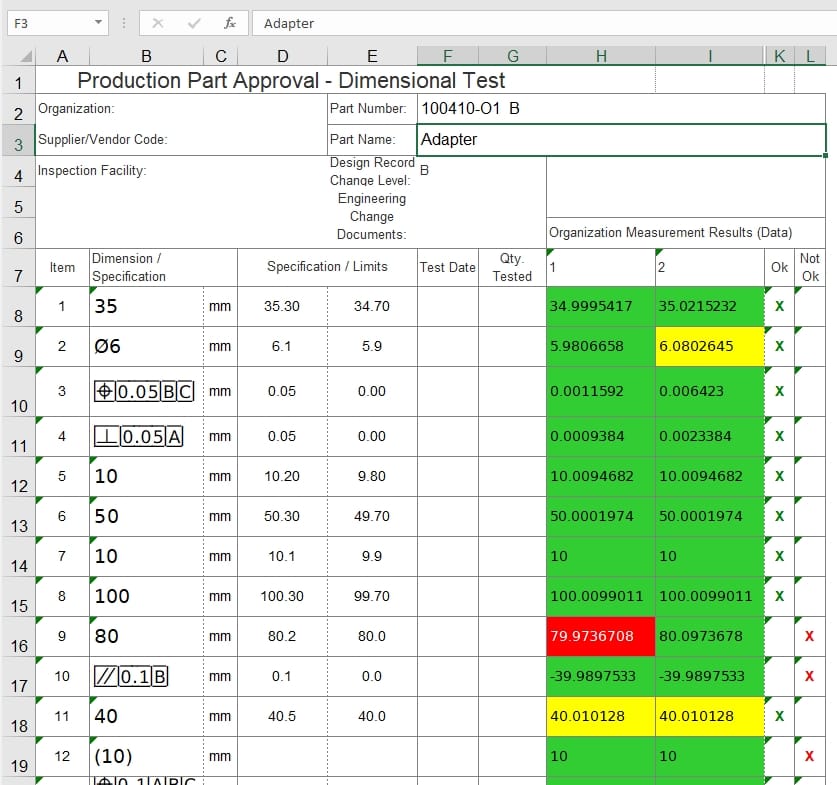
Bild: PPAP-Messergebnisse (Dimensional Report)
PPAP-Forderung
10. Ergebnisse von Material- und Leistungstests
Eine Zusammenfassung aller eingesetzten Materialien und aller Tests, die an dem Bauteil durchgeführt wurden. Die Zusammenfassung sollte alle Ergebnisse der bestandenen oder nicht bestandenen Prüfungen dokumentieren. Sie sollte vom Kunden und vom Lieferanten abgezeichnet werden, um zu zeigen, dass alle erforderlichen Tests durchgeführt und alle zusätzlichen Informationen der Prüfungen vorgelegt wurden.
PPAP-Forderung
11. Anfangs- Prozessuntersuchungen
Dazu gehören im Allgemeinen SPC (Statistische Prozesslenkung) Diagramme für kritische Merkmale. Diese Studien zeigen, dass die kritischen Herstellungsschritte stabil sind und bereit sind, mit der Validierung des Herstellungsprozesses zu beginnen.
PPAP-Forderung
12. Dokumentation eines qualifizierten Labors
Enthält sämtliche Zertifikate jedes akkreditierten Labors, das an der Durchführung von Material- und Leistungstests teilgenommen hat.
PPAP-Forderung
13. Bericht zur Freigabe des Aussehens (AAR)
Der Bericht zur Freigabe des Aussehens bestätigt, dass der Kunde das Endprodukt geprüft hat und dass es alle erforderlichen Design-Spezifikationen erfüllt. Der Bericht umfasst Farbe, Texturen sowie Passform (Abstände zwischen den Teilen, Spaltmaße) usw.
PPAP-Forderung
14. Produktmuster
Ein Serienteil wird als Muster produziert und per Bild festgehalten. Im PPAP erfolgt eine Dokumentation darüber, wo das Muster verbleibt (Lieferant/ Auftraggeber).
PPAP-Forderung
15. Referenzmuster
Das Muster wird vom Kunden und Lieferanten abgezeichnet. Das Referenzbauteil wird im Allgemeinen verwendet, um das Fertigungsmitarbeiter an subjektiven Prüfungen, wie z.B. Sicht-, Tast- oder Hörprüfungen zu schulen.
PPAP-Forderung
16. Prüfmittel
Teilespezifische Prüfmittel werden im Herstellungsprozess verwendet und in einer detaillierten Liste aller Hilfsmittel aufgelistet, die zur Prüfung oder Messung von Bauteilen während des Herstellungsprozesses verwendet werden. Die formlose Liste führt das Prüfmittel auf, beschreibt es und enthält den Kalibrierungszeitplan.
PPAP-Forderung
17. Einhaltung kundenspezifischer Anforderungen
In diesem Abschnitt der PPAP Dokumentation werden Forderungen bestimmter Branchen und die individuellen Anforderungen des Kunden aufgeführt.