
Die Abkürzung PPAP steht für Production Part Approval Process.
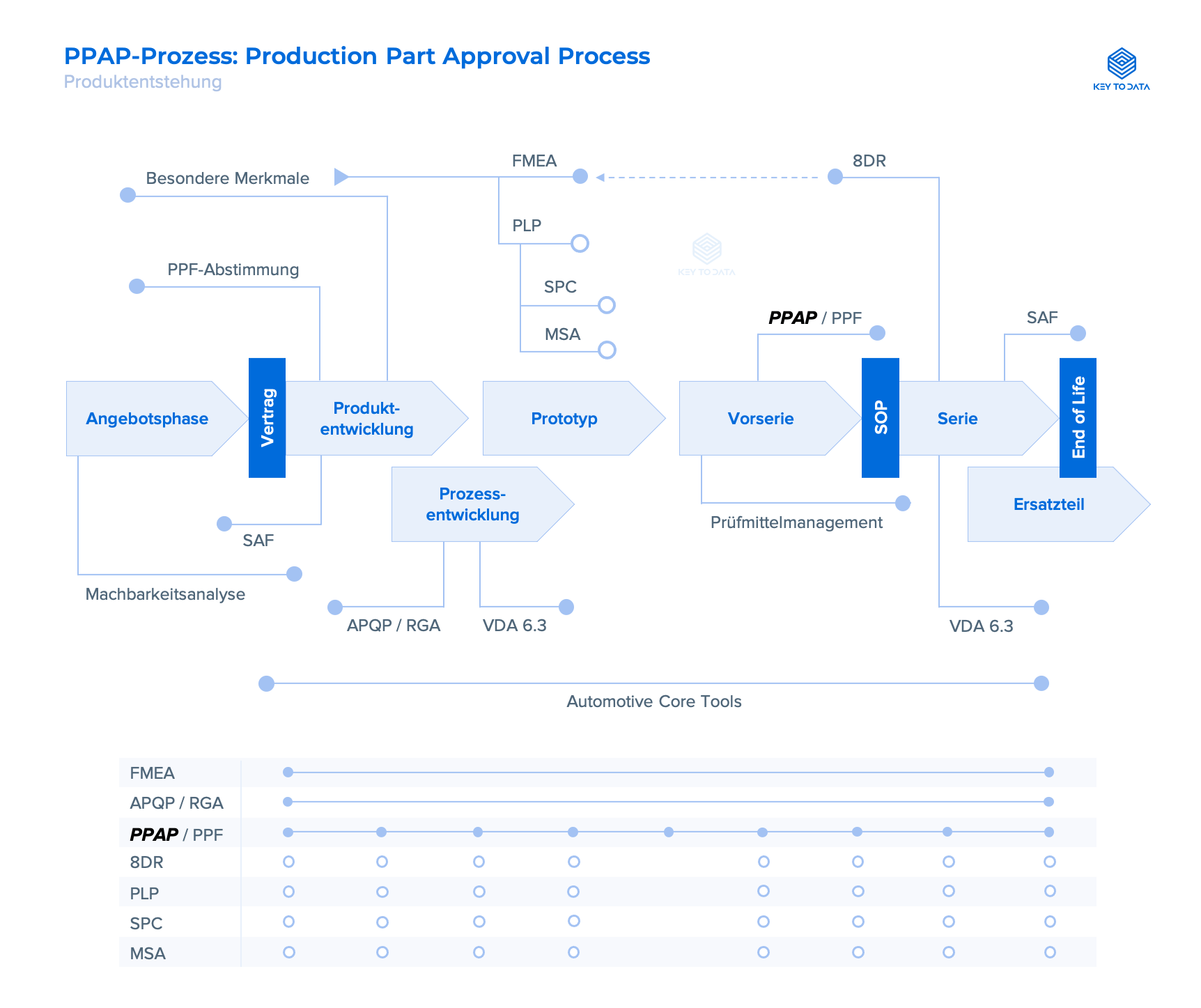
Inhaltsbestandteile des Produktionsteil-Abnahmeverfahren (PPAP)
PPAP-Forderung
1. Design Records (Entwicklungsunterlagen)
„Design Records“ zeigen meist eine Zeichnung des Bauteils, die üblicherweise vom Kunden bereitgestellt wird. Jedes Merkmal der Zeichnung muss gestempelt werden, damit es mit den Prüfergebnissen übereinstimmt. Dazu gehören Notizen, Standardtoleranzinformationen und Spezifikationen sowie alle weiteren Informationen, die für die Entwicklung des Bauteils relevant sind.
Example: Below is an example of a ballooned part drawing.
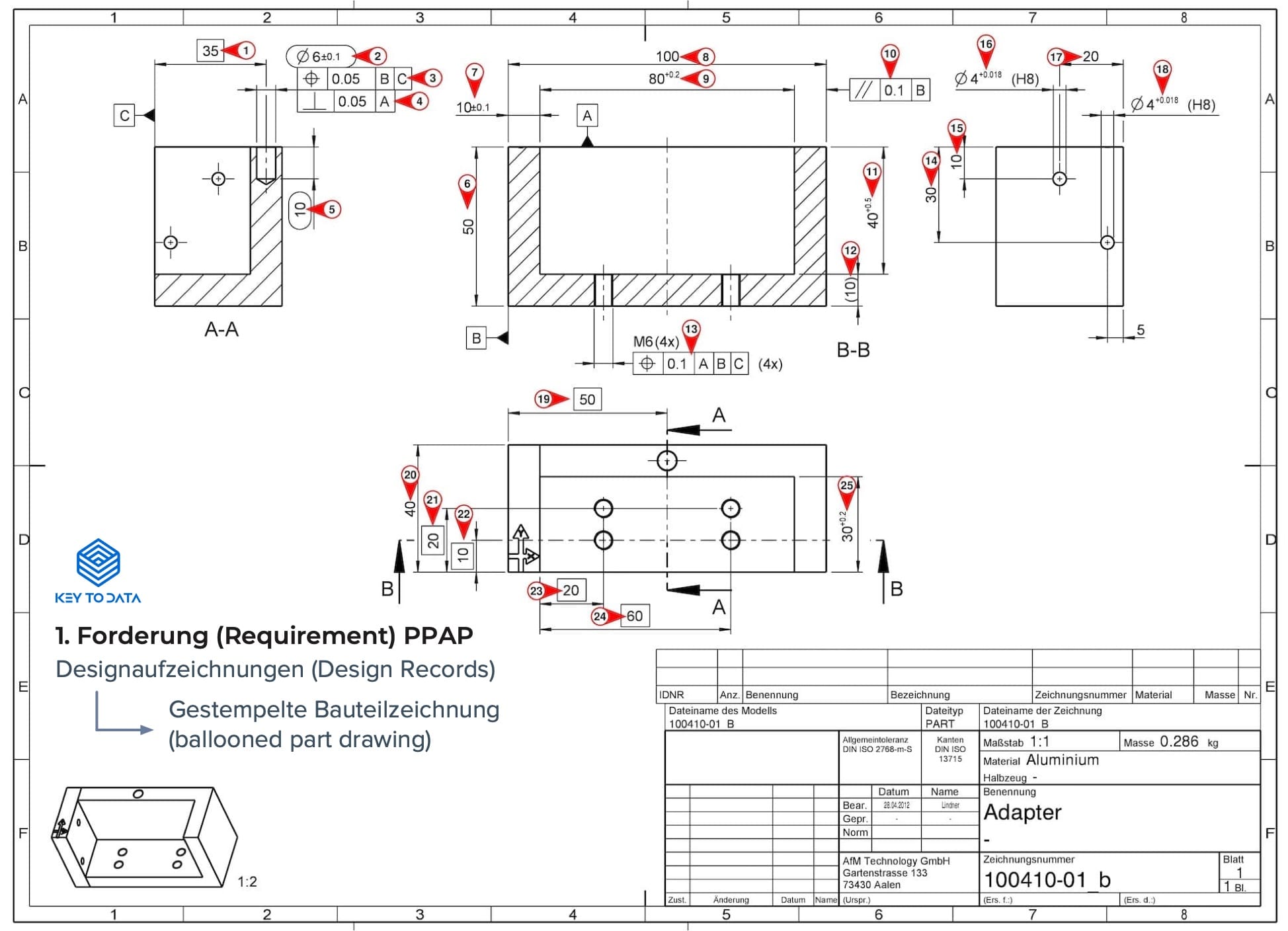
Why a copy of the part drawing belongs in your PPAP?
It shows the customer that you have a copy of the part drawing and makes sure that you are both discussing the same part.
PPAP-Forderung
6. Process FMEA
The Prozess-FMEA (Process Failure Mode and Effects Analysis) bewertet jeden Schritt im Produktionsprozess, um alle potentiell kritischen und fehleranfälligen Herstellungsschritte zu dokumentieren.
PPAP-Forderung
7. Control Plan
The Control Plan mirrors the PFMEA (Process Failure Mode and Effects Analysis) and provides more details on how potential issues are checked in the incoming inspection, assembly process, or during the inspection of the finished part.
PPAP-Forderung
8. Measurement System Analysis Studies
The Measurement Systems Analysis is a study itself and will conform to the customer's relevant ISO or TS standard. Typically it includes the Gauge R&R (Gauge Repeatability and Reproducibility) for the critical characteristics and a confirmation that gauges used to measure these characteristics are calibrated.
PPAP-Forderung
9. Dimensional Results
A list of all test characteristics stamped on the test mark including the measurement results. The list contains the product property, specification, measurement results and the evaluation showing whether the requirement is "fulfilled" or "not fulfilled" ("Ok" or "Not Ok"). Normally, at least 6 samples per product are tested.
Below is an example of a PPAP dimensional inspection results report. Learn more about creating a PPAP dimensional measurement report and how to import measurement results from CMMs into your dimensional inspection results.
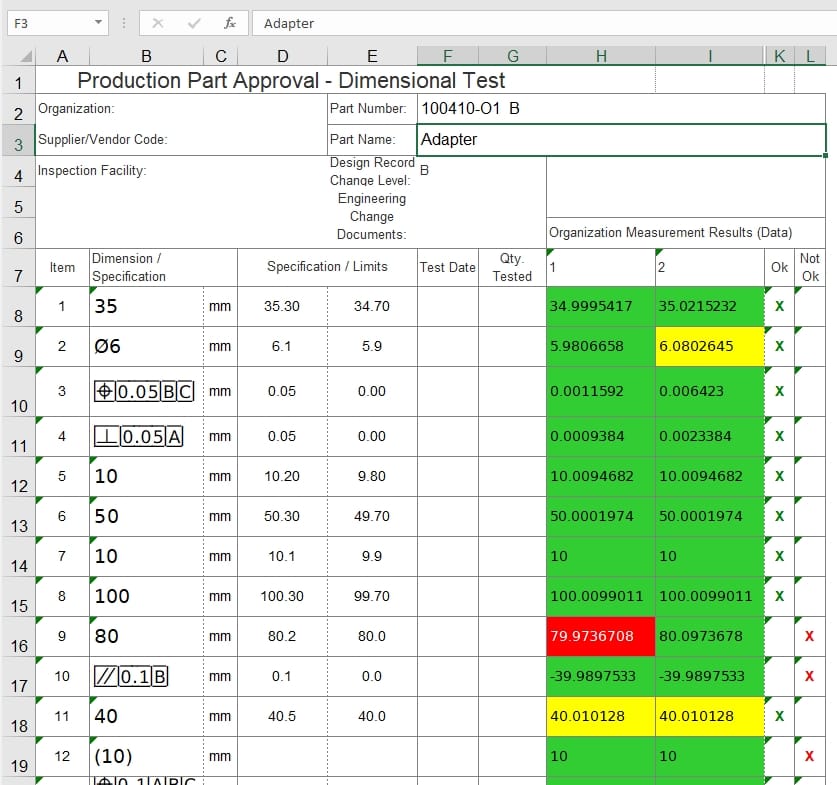
Image: PPAP measurement results (Dimensional Report)
PPAP-Forderung
10. Material, Performance Test Results
A summary of all tests that have been performed on the part. The summary should document any pass or fail inspection results. It should be signed off by the customer and the supplier to show that all required tests have been done and any additional data for tests have been submitted.
PPAP-Forderung
11. Initial Process Studies
Generally, this includes SPC (Statistical Process Control) charts for critical characteristics. These studies demonstrate that the critical processes are stable and are ready to begin the process validation builds.
PPAP-Forderung
12. Qualified Laboratory Documentation
Includes all of the industry certifications for any lab that was involved in completing validation testing.
PPAP-Forderung
13. Appearance Approval Report (AAR)
The Appearance Approval Report verifies that the customer has inspected the final product and it meets all the required appearance specifications for the design. The report includes color, textures as well as fit (gaps between parts), etc.
PPAP-Forderung
14. Sample Product
A picture of the production parts is included in the PPAP documentation along with the location where the parts are stored.
PPAP-Forderung
15. Master Sample
A sample part that is signed off by the customer and supplier. The master part is normally used to train operators on subjective inspections such as visual or for noise.
PPAP-Forderung
16. Checking Aids
Checking aids are used by production and are a detailed list of all the tools used to inspect test or measure parts during the assembly process. This aid will list the part, describe the tool and have the calibration schedule for the tool.
PPAP-Forderung
17. Records of Compliance with Customer-Specific Requirements
This section of the PPAP documentation lists requirements of specific industries and the individual requirements of the customer.